Makeready
Text from the Cromwell Paper Company leaflet published in 1951.
FOREWORD
The Cromwell Paper Company offers this booklet as another of its services to promote better printing. The booklet has been designed to:
Help the printer teach apprentices.
Be a reference to students of graphic arts classes.
Be a handy reference for pressmen and plant managers.
To assure the best work in printing, don't just ask for “tympan,” ask for CROMWELL TYMPAN.
MECHANICAL MAKEREADY:
Better Quality at Lower Cost
Makeready corrects
- 1.Inaccuracies in printing surfaces
- 2.Adjusts printing surface heights for proper impression pressures.
Mechanical makeready methods are designed
1.To prevent errors during preparation of forms
2.To provide the various heights which will permit printing these forms without makeready.
The second point listed above is known as “premakeready,” which is pre-pressroom compensation of the plate to assure proper pressure for dark areas, and an even impression from centre to edge.
Premakeready depends on precision machines and tools, materials of standardized quality, skilled workmanship, and careful attention to detail.
The success of mechanical makeready depends upon attention to tolerances in the vicinity of .001 inch.
THE PRESS
To keep your press in top running shape:
1.Keep press parts clean and well lubricated.
2.Check to keep bed level and flat.
You can check bed inaccuracies by saving and comparing the first press proofs of twenty-five different, consecutive forms. Heavy or weak areas will indicate such bed inaccuracies.
3.Correct bed inaccuracies with a permanent overlay sheet buried deep in the packing.
4.Check presses at regular intervals for wearing of parts, vibration, or settling of the floor underneath the press.
ROLLERS
Here are three tips on the use of rollers which may prove helpful:
1.Use only best-quality composition form rollers, and keep them adjusted accurately.
2.Distributor and ductor rollers of rubber usually give longer life and easier maintenance.
3.Where frequent colour wash-ups are necessary, vulcanized oil rollers may be more satisfactory for distributors than rubber, because their smoother surface is easier to clean.
TYPES
For dependable results with type forms:
1.Proof foundry and Monotype composition on precision proof presses.
2.Use standardized calendered paper, to check for broken or worn letters.
3.Proof type from the bed plate of the press, not from galleys.
4.Check type heights regularly with a micrometer.
An interesting sidelight to precision printing with Monotype composition is the use of the Letouzey method, in which letters of heavy printing surface are some ten-thousandths of an inch higher than letters with little printing surface.
SLUGS
Check slug cast composition on a precision proof press, too. Be on the lookout for:
1.Cold or hot slugs, porous slugs
2.Metal fins between characters
3.Unaligned letters caused by damaged matrices.
Careful attention to knife settings on slug-composing machines will help to eliminate many inaccuracies.
SPACING MATERIALS
If your plant is not air-conditioned, use wood spacing materials with care. Metal which has been checked for accuracy of dimensions and squareness will retain its size despite humidity changes, while wood is subject to swelling and shrinking.
ENGRAVINGS
Check your photo engravings and electrotypes for:
1. Shallow etching
2. Under-cut dots
3. Surface damage
4. Type height
5.Warped bases.
Ask the plate maker to make his test proofs on the paper which will be used in printing the job. Most troubles with new plates come from trying to get by with poor-quality plates.
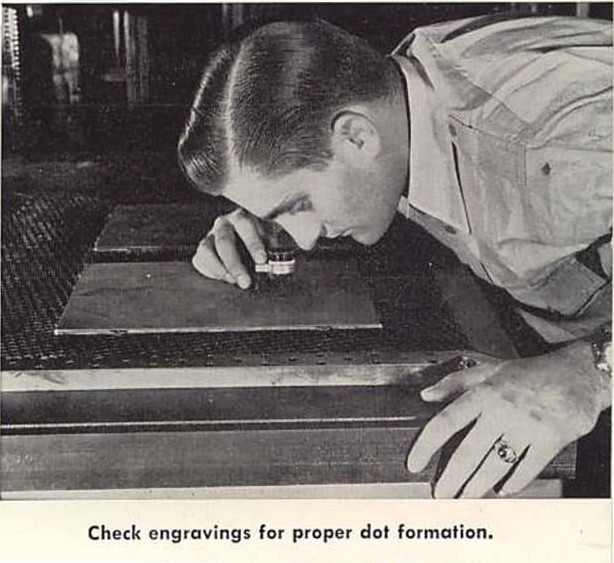
PLATE MAKEREADY
Mechanical makeready of plates is done by skilled craftsmen, who are experienced in handling plates on the press. There is no substitute for experience at this point. For example:
1.The depth of etching may be tested with a halftone meter, but this test will not indicate dots under-cut in etching.
2.Undercutting makes electrotyping virtually impossible, and results in serious press difficulties.
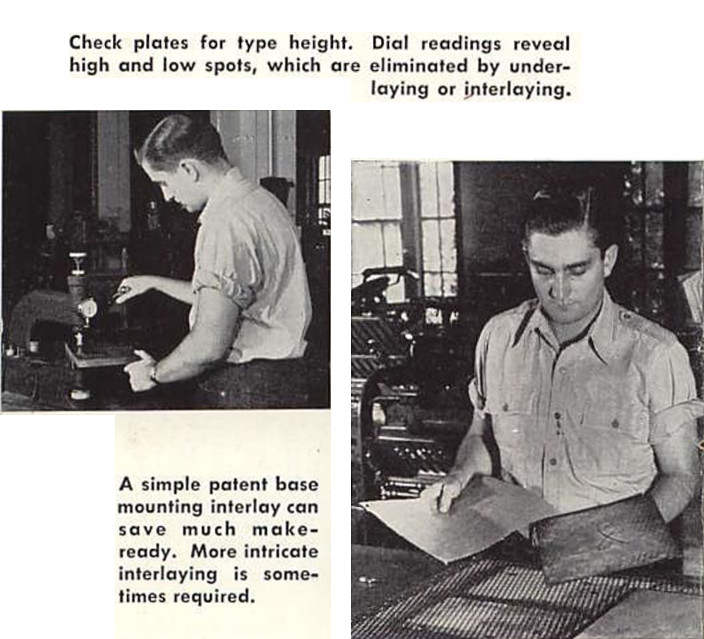
3.Plate type height checked with a Hacker gauge will show high or low spots in the mounting. These should be eliminated by underlaying or interlaying.
4.Compensate for dense and light printing areas at this time.
MOUNTING
The height of a plate depends on its mounting.
1.Wood mounting: wood mountings are in general use, but should be checked for warpage.
2.Patent base mounting: a well-made electrotype, carefully interlayed on a patent base may often be printed with no overlay. Check patent bases as new units are purchased, to be sure that all pieces are exactly the same height. Clean all patent bases regularly to prevent the accumulation of ink and dirt on top or bottom surfaces.
3.Vandercook Base and Backing: a new development of Vandercook Research, Inc., the mounting consists of a grooved metal plate, cast from type metal and planed to height in the printing plant. The plate is attached to the base with a Thermo-Plastic Bonding Film, eliminating nails and “spring back.”
PAGE MAKE-UP
Successful page make-up requires careful control of all materials used in the form. Two modern developments to simplify page make-up are:
1.The Vandercook make-up gauge. With this gauge, forms are exactly square and exactly the same size, and can be justified and tested for lift, under gauge pressure. The Vandercook gauge simplifies multiple colour or register forms.
2.The Taylor Registerscope utilizes a half-silvered mirror to impose the reflection of a proof of the key form on subsequent forms being made upon the stone. This equipment aids in alignment and breaking for colour.
PAPER AND INK
Precision production depends upon the proper selections of paper and ink. The correct selection of paper and inks designed to print upon this paper is a “must” for best results. In case of very unusual jobs, you can send sample sheets of the paper with complete specifications of the job and press to an ink manufacturer, for formulation of correct ink to the paper.
AIR-CONDITIONING
Air-conditioning equipment which controls humidity, cleanliness, and movement of air can be very helpful to the printer. Ideal year-round conditions would include:
1.A temperature of 72° F., and
2.50% relative humidity.
Changes in room temperature and humidity:
1.Cause wood furniture and mountings to shrink, swell, and warp, leading to register and justification troubles.
2.Affect paper, inks, and rollers, adding to makeready and running problems.
USE OF ELECTROTYPES
WITHOUT PRESS OVERLAYS
Electrotype plates can sometimes be run without press overlays. This is widely practised on rotary presses, and can be adapted to cylinder work, particularly if the form consists entirely of electrotypes mounted on a patent base. Plates so prepared have:
1.Solid areas .002 inch above type height
2.Middle tones type high
3.Highlights .002 inch below type height.
This is done by cutting face and back matrices in exact reverse to one another, from proofs made on a laminated paper. The paper has several thicknesses, so that different tones may be built up, or cut out as needed. The cut matrices are registered on the face and back of the plate, and enough pressure is applied to force the highlights down and the solids up. After pressing, matrices are removed and the back of the plate is shaved to remove pressure marks; the plate is thicker in solid areas than in highlights, exerting the needed additional pressure for printing solid areas.
We have just considered the general factors which will make a printing job easy or difficult for the pressmen. Now let’s consider press preparation in some detail.
PRESS PREPARATION
FOR MAKEREADY
The order of press preparation for makeready depends upon each pressman, but generally includes the following steps:
1.Lubrication
2.Packing change
3. Roller check and adjustment
4. Ink fountain setting
5.Location of form on press bed
6. Clamping of form
7. Position of form on the sheet.
LUBRICATION
The importance of lubrication cannot be overemphasized as a factor in profitable operation of any press.
1.Use the right lubricant at each point of wear
2.Establish a routine for a set number of hours running time.
Details of proper lubricants are furnished by press manufacturers.
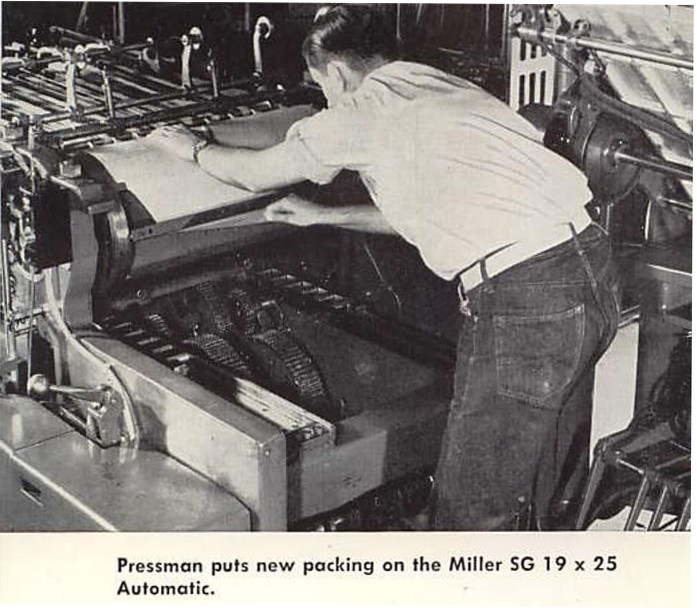
PACKING
Here are some points of interest on packing:
1.The packing must be replaced through the deepest sheet which shows any trace of impression from the previous run.
2.The packing used differs with the nature of the job and the paper.
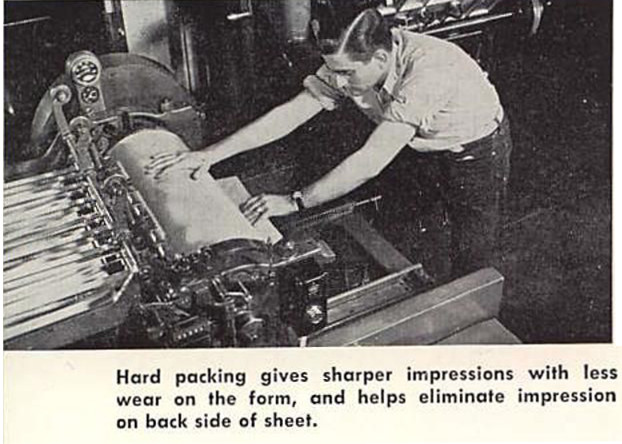
3.A packing produces a more uniform surface, gives sharper impressions with less wear on the form, and prevents the showing of impression on the back of the printed sheet.
A typical packing for a job cylinder press under-cut .054” should be:
1.Four sheets of .006 Cromwell Tympan hangers next to the cylinder
2.Four sheets of .003 S & SC
3.Two more hangers of .006 Cromwell Tympan
4.And a .006 Cromwell Tympan top sheet.
The S & SC may be removed to compensate for the thickness of the sheet being printed and for the addition of any overlay sheets to the packing. For long runs or extra heavy forms, paste the sheets together under the clamps. The packing, plus the sheet being printed, should equal the depth of the cylinder under-cut, plus .002 extra for impression.
Makeready is only as good as the tympan paper used to prepare the hard packing. Good tympan has four dependable qualities:
1.Hard, uniform surface
2.High tensile strength
3. Resistance to oil and solvents
4. Resistance to moisture and temperature extremes.
Cromwell Specially Prepared Tympan meets each of these requirements.
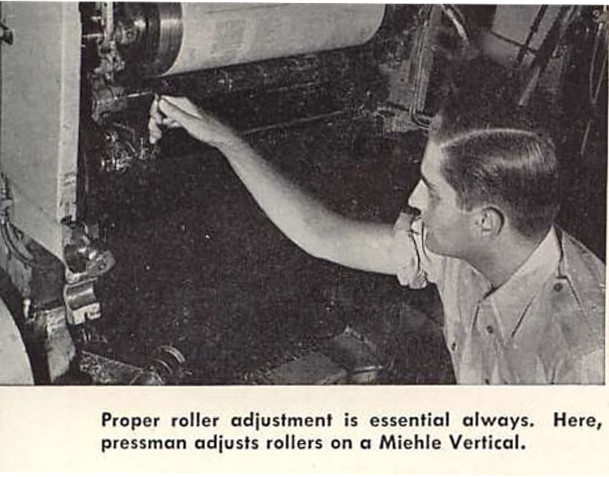
ROLLER ADJUSTMENT
Periodic check of the setting of composition rollers is necessary to compensate for changes in size due to changes in temperature and humidity. Adjust rollers to the inkplate, and
to the vibrators.
When only part of the roller length is being used for inking, cover the unused portion with a heavy grease to prevent frictional heat from melting the composition. While general
practice has been to use as many distributor rollers as possible to insure adequate spreading, new fast-drying inks require the use of as few distributor rollers as possible, to get the ink from the fountain to the paper before it can dry on the rollers.
INK FOUNTAIN ADJUSTMENT
Place ink in the fountain, and begin fountain adjustment:
1.Loosen the tight keys.
2.Work from the centre keys outward, until an even flow of ink appears on full roller length.
This adjustment is easier when the ductor roller is placed in contact with the fountain roller.
3.Make final adjustment for variations in the amount of ink by running waste sheets through the press, and using these for a guide to ink distribution.
POSITIONING THE CHASE
1.Before placing the form on the press, wipe both the bed and the bottom of the form clean.
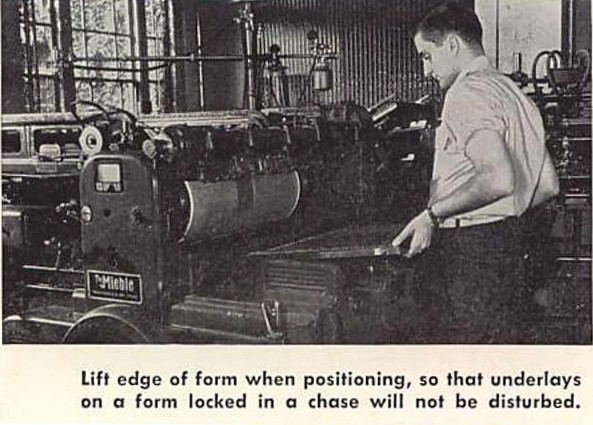
2.Slide the form on, with the outer edge of the chase lifted, so that underlays will not be torn or folded back by the edge of the bed.
3.Locate the chase so that the sheet can feed approximately in the centre of the feed board.
4.Locate the form so that front guides can be set for proper grip or bite.
5.After positioning, unlock form, and clamp the chase securely.
6.Plane and re-lock the form.
PROOFING
Proofing on quadrule paper will shorten the time necessary for position and proofreader’s approval, because this paper eliminates much of the measuring for position normally required.
Any press corrections now necessary should be made before the makeready is begun, to avoid possible form misregister with overlays.
MAKEREADY AND RUNNING
No set application of makeready applies to all types and sizes of presses or forms. Therefore, the following explanation indicates makeready on an ordinary form containing wood-mounted halftones and type or slugs, for a typical job cylinder press. The principles apply to both larger and smaller cylinder presses, and with some modifications to platen and rotary machines.
OVERLAYS
First rule of makeready: Overlay a form. only when obviously necessary.
An overlay may be required to correct one or more of the following:
1.A non-uniform press impression surface
2.Form elements not type high
3.Varying impression requirements-for heavy and light parts of form
4.Defects in the printing surface.
Overlaying is complicated by the tendency of a press to yield when pressure is applied. When pressure is added to any part of a form, the impression will be relieved somewhat on adjoining parts. On a cylinder press, this bearing-off is noticeable along the width of the cylinder; on a platen the impression yields all around the area where pressure has been added.
PROCEDURE FOR
MAKING AN OVERLAY
1.Pull an overlay proof, by feeding a sheet through at running speed, and stopping the press just before the grippers release the sheet.
2.Stab register marks into the packing with an overlay knife.
3. Release the sheet from the grippers, and if necessary, cut a narrow strip from the gripper edge of the sheet, to permit its location in the packing without buckling at the edge where the packing folds under the clamps.
4. If the sheet is large, it may be divided into workable sections. Mark this stabbed sheet for overlay. This is generally done on a mark-up table, equipped with racks holding the necessary thin papers and paste.
a.Adjust either the table or the light source, to cast shadows from the impression which shows on the backside of the sheet. The variation in impression can be judged from these shadows, and light printing areas can be marked on the back of the sheet. These marks will indicate not only the location for tissue spots, but also the number of thicknesses required to bring the area up to proper printing pressure. Usually, no more than three thicknesses are added to any one overlay sheet.
b.Mark for halftone and line plate overlays on the printed side. Position a piece of carbon paper under the plate areas, carbon side up, so that the lines drawn on the face of the sheet indicating weak areas will transfer to exactly the same position on the back of the sheet, with the lines previously marked for type overlay. Areas showing slightly excessive impression can be peeled or scraped. Areas showing excessive impression may be cut from the overlay entirely to reduce this pressure.
SPOTTING
The sheet is now ready for spotting.
1. Place only a minimum of paste inside the outline. Too much paste disintegrates the tissue, makes lumps on the overlay which will show up on the printed result, and may damage some of the halftone dots.
2. Paste the tissue to the overlay, cut along the marked line and strip off the remainder.
3. When small spots are marked inside larger areas, paste these small spots first, so that they are covered and protected by the larger spots.
INTERLEAFING
After spotting:
1.Cut out stab marks on the overlay to match corresponding marks in the packing.
2. Open the packing, and remove a sheet of equal thickness to compensate for the thickness of the overlay sheet.
3.Register the overlay sheet exactly with the stab marks, and paste securely in place.
4.Place the overlay sheet not less than .012 and not more than .024 inches underneath the draw sheet. An overlay too near the draw sheet tends to show the spots outlined, particularly in plates. Too deep an overlay loses much of the desired effect since the press tends to distribute the additional pressure over larger areas.
5.Close the packing, and test the overlay. Print a trial sheet at running speed and check to see that the overlay brings out the weak areas.
6.For ordinary work, corrections of the overlay can be made on the face side of the sheet as it hangs in the packing.
7.For high quality printing, a second, and sometimes a third overlay is needed to bring out fine gradations of tone in the halftone plates. Such subsequent overlays are made in the same manner as the first.
MECHANICAL OVERLAYS
Mechanical overlays are used to make long runs from halftones. They are generally made on a precision proof press and registered in on a separate overlay sheet. Several processes have been developed which use both paper and metal bases, treated with liquids or dry powders. These include:
1.A biscuit overlay. Print the halftone with a sizing ink, cover the wet surface with flour, and set the flour with an alcohol-shellac solution.
2.The metallic overlay requires a proof made on a sheet of grained zinc, using an acid-resistant ink. Resulting clots are powdered, and heated to form a protective coating, and the plate is then etched to remove metal where the pressure is not desired.
3.Chalk overlays utilize a prepared overlay paper, proofed with a special ink. The resulting print is etched in a chloride of lime solution, which removes chalk in proportion to the weights of the various tones in the plate—solid tones have the most chalk remaining, and highlights very little.
MISCELLANEOUS FACTORS
Several other factors can affect the makeready appearance of the sheet.
These include:
1. Proper inking
2. Proper matching
3. Register
4. Press corrections of typographical errors
5. Form imperfections
6.Work-ups
7. Slurs
8. Ghosts
9. “Offsetting”
10.Wrinkles.
INK UNIFORMITY
Where unusually close control of the amount of ink used is necessary, place examining table in enclosures which are lighted entirely by an unchanging fluorescent source. This eliminates inking variations which appear due to the difference between natural and artificial lighting, and is helpful in correcting variations between day and night shift runs of the same form.
COLOR MATCHING
Techniques for matching colours, and holding the desired amount of ink when running light tints or yellows, have been improved by the development of simple installations which consist of various coloured fluorescent tubes and filters, and enable the pressmen to view any colour of the spectrum as a dark colour, or as black.
REGISTER
Test for register:
1.At the beginning of each run, print a dozen sheets twice in the same place, and check them with a magnifying glass.
2.To test for register during the run, hold out a number of printed sheets from the beginning of the run, and insert them individually at intervals of five hundred to a thousand.
Poor register can be caused by poor mechanical condition of the press. To test the press itself, make six impressions at normal operating speed on a new Cromwell draw sheet, and examine the proof with a glass. If the lines and dots are not printed exactly on top of one another, then the press is at fault and must be repaired or adjusted. If the lines and dots are in exact register on the draw sheet, then inaccurate register may be due to:
1.Improper adjustment of the grippers, bands, feeder, etc.
2.Faults in the form, such as plates loose on their bases
3.Variation in the running speed
4.A change in the paper size due to absorbing or releasing moisture. A 38-inch sheet can shrink or swell 1/8 of an inch across the grain. Prevent this by conditioning sheet before printing.
5.Guide tongues too high above draw sheet.
FORM IMPERFECTIONS
Form imperfections include defects requiring constant observation by the pressmen. Typical examples include:
1.Undercut halftones
2. Hollow slugs
3. Broken kerns
4. Worn and smashed type
5. Scratched and smashed plates.
WORK-UPS
Relating closely to form imperfections are work-ups of spacing material and letters, which pull out of the form. Work-ups may be caused by:
1.Out-of-square or warped wood furniture
2.Warped chase
3.Binding of spacing material
4.Form locked too tight
5.Chase clamped too tight on press bed
6.Poor justifications in composition and make-up of the form.
SLURS
Slurs on a cylinder press can come from several things:
1.Cylinder under or over-packed, with a correspondingly high or low form
2.Warped wood bases or plates
3.Rollers in poor condition or set improperly with respect to plate or vibrators
4.Baggy packing, or packing pulled tighter on one side than on the other
5.Form clamped or locked too tight
6.Worn press bearings, or worn register rack
7.Cylinder not riding on press bearers
8.Improper adjustment of cylinder grippers, bands, or brush
9.Wrinkled or curled paper.
ROLLER GHOSTS
Roller ghosts are a common trouble when heavy solids are printed. A ghost occurs when a form roller, stripped of its ink by a solid area, rolls onto another solid before it can pick up a new film of ink. The image of the first solid is thus transferred to the second. Prevention of roller ghosts is best achieved by planning impositions which avoid heavy solids in line with one another.
“OFFSETTlNG”
The causes of “offsetting” may be classified generally:
1.Ink not suited to the surface
2.Rough handling of the freshly printed sheets
3.Static electricity
4.Too much ink, or too much impression
5.Extreme atmospheric conditions.
WRINKLES
Wrinkles usually come from one of the following causes:
1.Feed board or tongues too high above the draw sheet
2.Wavy edges or curl in the sheet
3.Grain of the paper not parallel with the cylinder axis
4.Incorrect setting of grippers, bands, or brush
5.Air pockets produced by elements within the form, such as a border.
FUNDAMENTALS OF
IMPOSITION
Lockup depends upon the particular press and the peculiarities of the job involved, but the basic facts concerning lockup are as follows:
WORK AND BACK FORMS
Known commonly as sheetwise, this is the common form using only a single size sheet, which is printed on one side with one form, and backed up on the other side with a second form.
1.Run both forms to same gripper and guide edge.
2.Feed one side of the sheet to a pull guide, the other to a push guide.
WORK AND TURN FORMS
Both sides of the sheet are printed with one form to the same gripper and guide edges. After printing the first side,
1.Shift side guide to opposite side of press,
2.Turn sheet over, using short dimension as axis.
Work and turn readily permits slitting on the press, and does not require squaring of the paper before printing. Finished sheet is slit, to produce two complete signatures.
WORK AND TUMBLE FORMS
Also called work and flop, this imposition allows for a double-size sheet, printed on both sides, with
1.One form, printed to the same side guide, but different gripper edge,
2.Printed sheet cut after run.
After printing the first side, tumble the sheet, using its long dimension as the turning axis, so that the gripper edge for the second run is the long side opposite of that used for the first run.
1.Extreme accuracy of trim is essential for register.
2.Where register is important, avoid work and tumble if you can use work and turn forms.
WORK AND WHIRL FORMS
Sometimes called work and twist, this imposition differs from work and turn, and work and tumble, because the double-size sheet is printed twice on the same side. After first run,
1.Turn sheet half way around,
2.Print second run to same side guide, but to opposite gripper edge.
The two halves of the form overprint to produce the desired result. As in work and tumble, careful squaring of the paper is necessary, and the double sheet is cut in half after printing. Work and whirl is commonly used:
1.To print complex rule forms,
2.For publication printing of split fountain 2-colour runs.
WORK AND SHIFT FORMS
Work and shift imposition is used when the pressman has to use paper for a whirl form which is too small to trim and square.
For the work and shift,
1.Feed double-size sheet twice to same guide and gripper edges,
2.After completing first run, unlock form and switch halves of form.
3.Makeready must also be shifted, and finished sheet is cut in half.
All these impositions except work and back utilize a double-size sheet, which is split in half after running.
Advantages of the double-sheet runs include:
1.Where it is practical to use these forms, the press run can be cut in half,
2.There is only one form to lock and make ready.
A common disadvantage to all double-sheet forms is that time is necessary between impressions for ink to dry.
SPECIAL FORMS
NUMBERING MACHINES
Forms containing numbering machines require a hard packing. The plungers of numbering machines can compress soft packing to the point where there is too little pressure applied to the plungers to turn the wheels, resulting in irregular skips.
For use on a cylinder press, either lock the numbering machines with their shafts parallel to the cylinder, or with the plungers toward the tail edge of the sheet. Number wheels are turned by the plunger’s up-stroke; if the cylinder hits the plungers first, the turning wheels will slur the impression made by them.
Keep numbering machines free of:
1.Dried ink
2.Lint from rags or paper
3.Rust.
Clean numbering machines after use. Use a stiff brush, and dip in kerosene for storage. To use, clean and dry thoroughly with compressed air, and lubricate the numbering machines with clock oil. Periodic cleaning and oiling is also essential during long press runs.
PERFORATING ON
THE PRESS
The first rule of press perforating is to use as little impression as possible on the rules consistent with a satisfactory tear. Excess pressure will:
1.Damage packing and impression surface
2.Produce wear on rules during long runs
3.Tend to cause sheets to stick to form.
To keep rules from cutting up the draw sheet, place strips of binder’s tape, cellulose, masking or adhesive tape on the underside of the draw sheet to back up the rules. Only type-high rules should be used in type and rule forms.
Use old rollers where possible, or protect good rollers with guards placed at each end of all rules Which are at right angles to the rollers.
On complex forms, run the type and perforating rule separately, so that corks or sponge rubber may be placed close to the rules to prevent sheets from sticking.
DIE CUT FORMS
Die cut forms resemble perforating rule forms in makeready and feeding problems. The forms can be bought from houses which specialize in their manufacture, and can be used on either platen or cylinder presses.
Protect the impression surface with a thin metal sheet to prevent scoring. On cylinder presses, the metal sheet may be formed to fit the cylinder, and be used as a draw sheet, with the usual makeready and packing underneath. On platens, the metal generally is placed immediately beneath the draw sheet, and the two are pasted together.
Make the cut with the least amount of impression possible, to prevent rapid dulling of the cutting edge. Sticking of sheets to the form can be remedied by pasting sponge rubber or corks to the form, close to cutting surfaces.
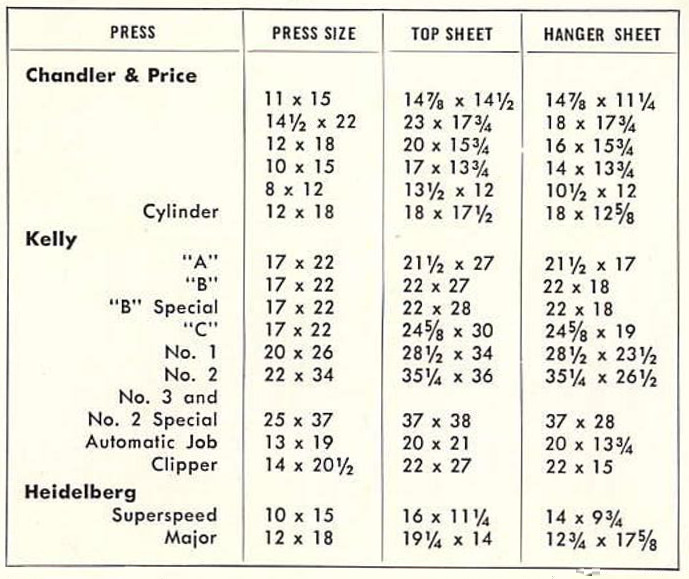
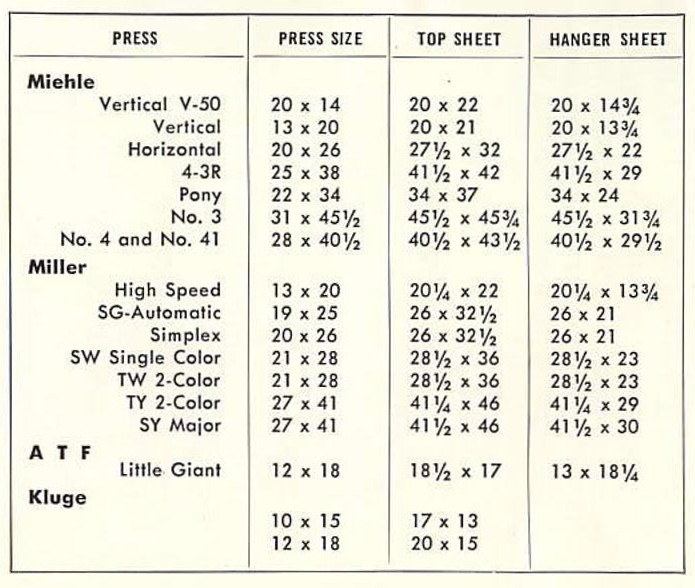
CROMWELL TYMPAN FACTS
Cromwell Special Tympan is made in rolls of the exact width required to fit all makes of high speed presses. Cromwell Tympan is manufactured in the following thicknesses:
.003.005.007 .009 .012
.004 .006 .008 .010
while Cromwell Extra Special Prepared Cut and Scored Junior Tympan is also available. When ordering clipped and scored sheets, give exact sheet size desired, grain direction, score line depth, dimension at which corners are to be clipped, and make and size of press.
Cromwell Extra Special Tympan is available either treated or untreated in the following calipers—.003 through .012, excepting .01l—in rolls minimum diameter of 9”, and in widths from 10” to 72” and up in certain calipers, as well as ready clipped and scored sheets for most high speed presses in general use. Also available in square cut sheets (without score line or corners clipped), cut to your specifications.
THE CROMWELL PAPER CO.
4801-33 South Whipple Street
Chicago 32, Illinois
Telephone: Lafayette 3-0336 to 0342
Cable Address: “CROMPACO”
Photographs from The Carnegie Institute of Technology, Pittsburg, Pa. and Vandercook Research, Inc., Chicago, Ill. Copyright 1951, The Cromwell Paper Company, Chicago, Illinois